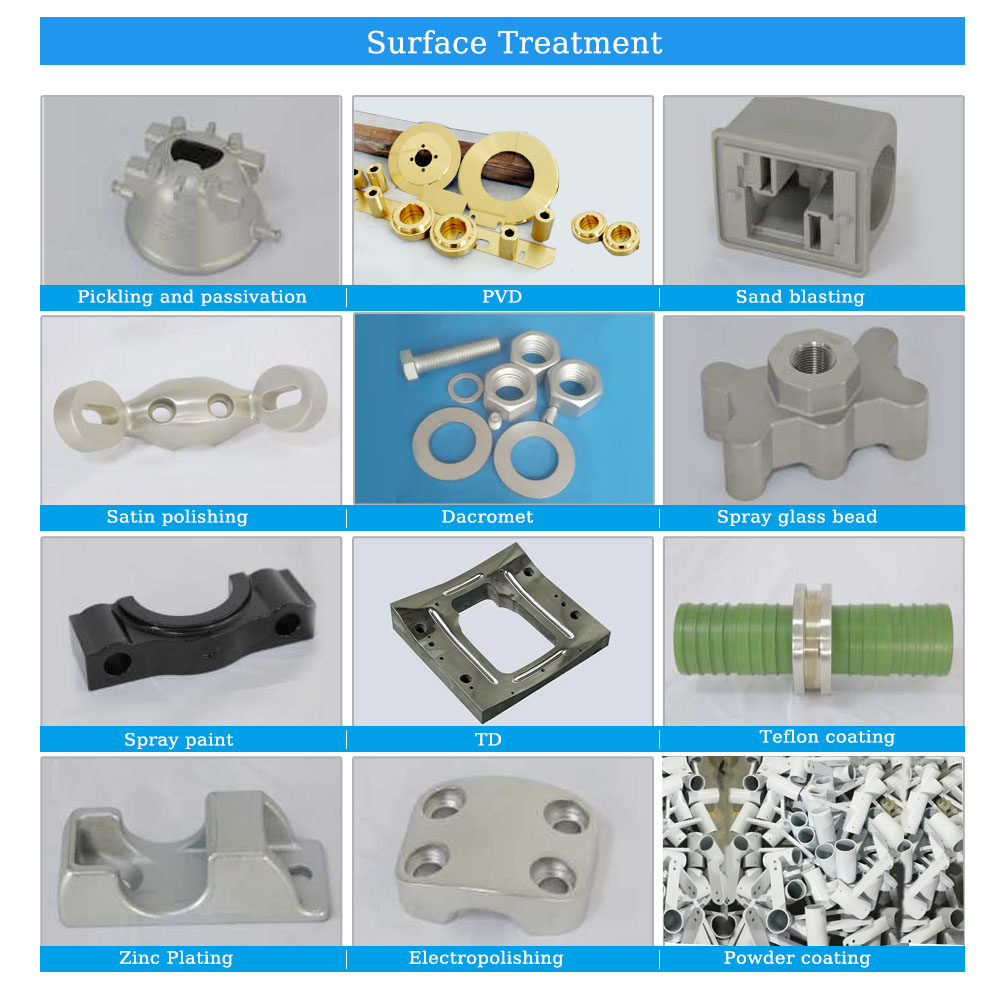

Here’s a comprehensive overview of metal surface treatment processes, categorized by their primary function and mechanism:
- Purpose of Surface Treatment:
Corrosion Protection: Forming barriers against environmental degradation.
Wear & Abrasion Resistance: Increasing surface hardness and durability.
Improved Aesthetics: Enhancing appearance (color, gloss, texture).
Enhanced Adhesion: Preparing surfaces for painting, bonding, or coating.
Altered Electrical Properties: Improving conductivity or providing insulation.
Modified Friction Properties: Reducing or increasing friction (e.g., lubricity).
Repair & Build-up: Restoring dimensions or adding material.
Solderability/Brazeability: Preparing surfaces for joining.
Hygiene/Sanitation: Creating smooth, cleanable surfaces.
- Pre-Treatment & Cleaning (Essential First Steps):
Degreasing: Removal of oils, greases, coolants (Alkaline cleaning, solvent cleaning, vapor degreasing, ultrasonic cleaning).
Descaling/Derusting: Removal of oxides, rust, mill scale (Acid pickling – HCl, H2SO4, H3PO4; Abrasive blasting – sand, grit, glass bead, shot; Mechanical methods – grinding, brushing).
Surface Activation: Preparing the metal for subsequent processes (Acid dipping, alkaline etching).
III. Conversion Coatings (Chemical Reaction with Substrate):
Phosphating:
Iron Phosphating (Zinc, Manganese): Forms microcrystalline layer for corrosion resistance, paint adhesion, and wear reduction. Common on steel (automotive, appliances).
Zinc Phosphating: Used on steel, galvanized steel. Excellent paint base.
Chromating/Chromate Conversion Coating (CCC):
Forms protective chromate layers on aluminum, zinc, magnesium, cadmium. Offers excellent corrosion resistance and paint adhesion. Types: Hexavalent Chrome (CrVI – highly regulated/restricted), Trivalent Chrome (CrIII – common replacement).
Anodizing (Electrochemical Conversion – Primarily for Aluminum):
Sulfuric Acid Anodizing (Type II): Standard for corrosion resistance, paint adhesion. Clear or dyed.
Hardcoat Anodizing (Type III): Thick, extremely hard, wear-resistant layer.
Chromic Acid Anodizing (Type I): Thinner, used for critical aerospace components.
Phosphoric Acid Anodizing: Primarily for adhesion promotion before bonding/painting (Boeing process).
Can also be applied to Titanium (color anodizing) and Magnesium.
Oxide Coatings (Chemical/Electrochemical):
Black Oxide (Hot Blackening): Forms magnetite (Fe3O4) layer on steel/iron. Mild corrosion resistance, aesthetics, reduced light reflection, minimal dimensional change.
Chemical Oxidation: Forms thin protective oxides via chemical baths (e.g., Alodine on Al – similar to chromate but often Cr-free).
- Electrochemical & Chemical Depositions:
Electroplating:
Decorative: Nickel/Chrome (NiCr), Copper/Nickel/Chrome (CuNiCr), Brass, Gold, Silver, Tin.
Functional: Zinc (galvanizing – sacrificial), Cadmium (aerospace – restricted), Tin (solderability), Nickel (corrosion, wear), Hard Chrome (extreme wear resistance, low friction), Copper (conductivity, heat dissipation, undercoat), Silver (conductivity).
Electroless Plating (Autocatalytic):
Electroless Nickel (EN): Uniform deposition regardless of geometry. Types: Nickel-Phosphorus (NiP – hardness, corrosion, wear), Nickel-Boron (NiB – higher hardness). Can be heat-treated.
Electroless Copper: Primarily for printed circuit boards (PCB) metallization.
Hot-Dip Galvanizing (HDG): Immersing steel in molten zinc. Forms thick, robust, sacrificial coating for severe environments (structural steel, fasteners, fencing).
- Organic Coatings (Applied Liquid/Powder Polymers):
Liquid Coatings:
Paints: Primers, topcoats (alkyds, epoxies, polyurethanes, acrylics). Applied via spray, dip, brush, roller. Offer color, corrosion resistance.
Lacquers: Fast-drying solvent-based coatings.
Varnishes: Clear protective coatings.
Powder Coating:
Electrostatic application of dry powder followed by thermal curing. Durable, thick, wide color/texture range, environmentally friendly (low/no VOCs). Common types: Epoxy, Epoxy-Polyester Hybrid, Polyester TGIC, Polyurethane, Acrylic.
- Thermal Spraying (Melting & Projecting Material onto Surface):
Processes: Flame Spray, Arc Spray, Plasma Spray (APS), High-Velocity Oxygen Fuel (HVOF), Cold Spray (solid state).
Materials: Metals (Zn, Al, alloys), Ceramics (Cr2O3, Al2O3, TiO2), Cermets (WC/Co, Cr3C2/NiCr), Polymers.
Applications: Wear resistance, corrosion protection (e.g., Zn/Al on steel), thermal barriers, dimensional restoration, electrical properties.
VII. Vapor Deposition (Atomistic Deposition in Vacuum):
Physical Vapor Deposition (PVD):
Evaporation, Sputtering, Cathodic Arc. Deposits thin, dense, hard coatings.
Coatings: TiN (gold, hard), TiAlN, CrN, AlCrN, DLC (Diamond-Like Carbon – low friction), metallic coatings (Al, Cu, Ag).
Applications: Cutting tools, molds, wear parts, decorative finishes.
Chemical Vapor Deposition (CVD):
Uses gaseous precursors reacting at high temperature to deposit coating.
Coatings: TiC, TiCN, Al2O3, DLC, SiC, Tungsten.
Applications: Extreme wear resistance (tools), high-temperature applications. Can have higher deposition temps than PVD.
VIII. Mechanical & Peening Processes:
Shot Peening: Bombarding surface with small media to induce compressive residual stresses. Improves fatigue life, stress corrosion cracking resistance.
Burnishing: Cold working the surface via rolling or sliding to smooth and harden it.
Laser Peening/Shock Processing: Uses high-energy laser pulses to create deep compressive stresses. Superior to shot peening for critical components.
Abrasive Finishing: Grinding, polishing, buffing, tumbling (vibratory, barrel) for smoothness, deburring, matte finish.
- Surface Hardening (Thermochemical Diffusion):
Case Hardening: Hardening only the surface layer of low-carbon steel.
Carburizing: Adding carbon (gas, liquid, solid, vacuum) followed by quenching.
Nitriding: Adding nitrogen (gas, plasma, salt bath) forming hard nitrides. Low distortion.
Carbonitriding: Adding both carbon and nitrogen.
Induction Hardening: Localized surface hardening using induction heating and quenching.
Flame Hardening: Similar to induction but using oxy-fuel flame.
- Advanced & Specialized Processes:
Laser Surface Treatment: Cladding (adding material), alloying, hardening, texturing.
Plasma Electrolytic Oxidation (PEO) / Micro Arc Oxidation (MAO): Electrochemical process creating thick, hard ceramic coatings on light metals (Al, Mg, Ti).
Nanocoatings: Ultra-thin coatings (often via sol-gel or specialized PVD/CVD) for specific functionalities (anti-fingerprint, superhydrophobic, anti-microbial).
Selection Factors:
Base Metal: Compatibility is crucial (e.g., anodizing only works on Al, Ti, Mg).
Required Properties: Corrosion resistance level, wear resistance, hardness, conductivity, appearance.
Operating Environment: Temperature, chemical exposure, UV exposure, abrasion.
Part Geometry: Complexity affects processes like plating or CVD/PVD coverage.
Cost & Volume: Capital investment, processing cost, batch vs. continuous.
Environmental & Regulatory Compliance: Restrictions on Cr(VI), cadmium, lead, VOC emissions.
Dimensional Tolerance: Some processes add significant thickness (HDG, thermal spray), others are thin (PVD, conversion coatings).
This overview covers the major categories and common processes, but the field is vast with constant innovation in materials and techniques to meet evolving performance, environmental, and cost requirements.