Tolerances and dimensional consistency
If your drawing has tight relationships between features, or you need predictable “as-cast” geometry before machining, investment casting usually has the advantage. Sand casting can absolutely meet tight requirements too, but it typically depends more on the specific sand system, pattern quality, and foundry controls—so variation can be higher and machining stock often needs to be more conservative.
A practical way to think about it: if you want the casting to arrive already “close” so machining is mainly finishing, investment casting is often easier to control.
Surface finish and appearance
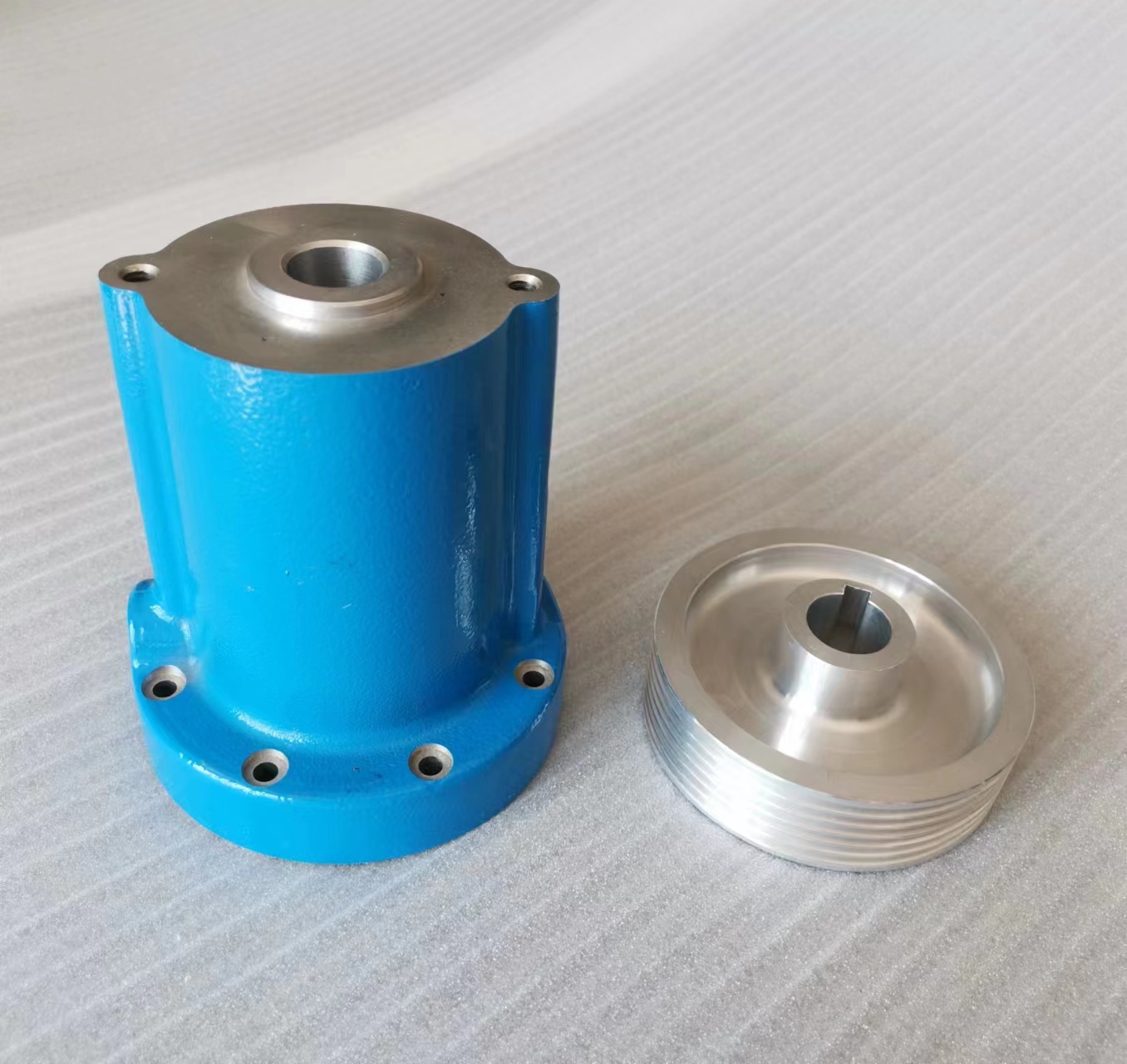
Investment cast parts usually come out with a smoother surface and sharper detail. Sand cast parts typically have a coarser texture and may require more grinding or machining to reach a clean cosmetic surface or sealing-quality finish.
This matters even if you don’t care about looks. A smoother as-cast surface can reduce finishing time and can be helpful when coatings, sealing faces, or sliding contact surfaces are involved.
Part size and weight
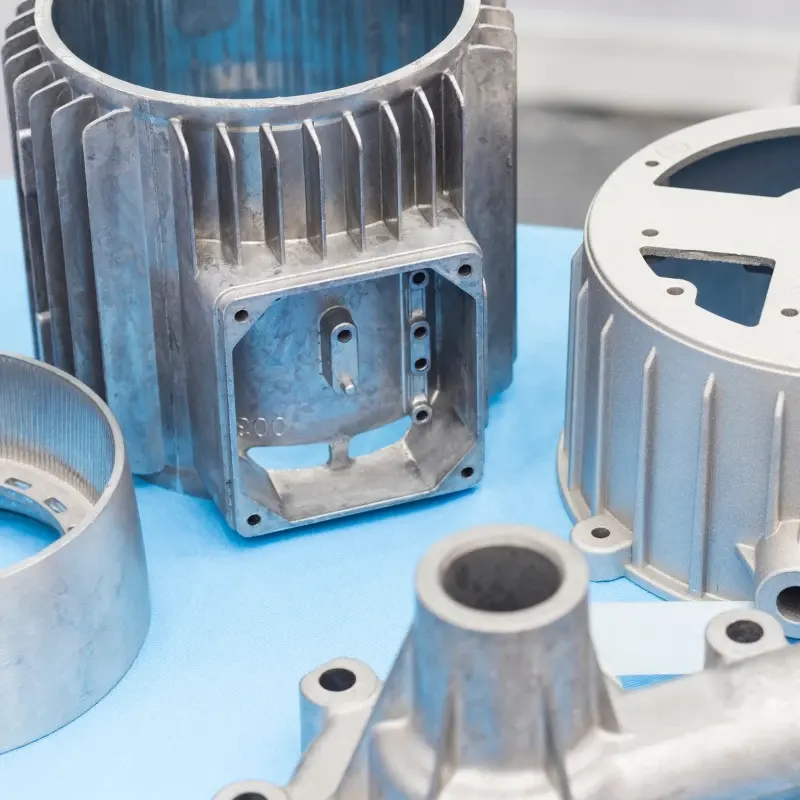
Sand casting generally wins when parts get big. Large housings, big brackets, heavy sections, and oversized components are commonly produced with sand molds because tooling and process economics are often more practical. Investment casting is often used for small-to-medium components (though “medium” varies widely by supplier), especially when detail and control are more important than sheer size.
Geometry complexity and thin features
Investment casting shines when you have geometry that would be expensive to machine from solid: small radii, intricate contours, fine features, and complex shapes that would otherwise require multiple CNC setups. Sand casting can still do complex shapes, but thin features and sharp detail are usually more challenging and can drive higher scrap or higher finishing effort if pushed too far.
Tooling cost and volume economics
Both processes have tooling, but the “shape of the cost curve” is different.
Investment casting often needs more precise pattern tooling, and per-part processing is more involved. That can make it a strong choice when you want repeatable precision and reduced machining—especially in low-to-medium volumes where that precision saves total cost.
Sand casting tooling can be simpler and more forgiving for iteration. For prototypes, early-stage designs, or larger parts where machining allowance is already planned, sand casting can be an efficient path.
Lead time and design changes
If you expect changes, sand casting often absorbs change more comfortably—especially for larger parts—because pattern adjustments can be simpler depending on the setup. Investment casting can still iterate, but tooling changes may feel more “committed,” and the process chain has more steps where stability matters.
Machining allowance and “what you’ll pay for later”
Here’s the decision point many buyers miss: the casting method you choose often decides how much you’ll spend on CNC time later.
Investment casting can reduce machining allowance and cleanup because the part starts closer to final shape with a smoother surface. Sand casting usually requires more stock and more cleanup to guarantee you can machine through surface variation and still hit the drawing.
If your part has critical bores, sealing faces, or positional tolerances that must be held tightly, it often makes sense to ask: Which casting route makes machining simpler and more repeatable? That question usually leads you to the right answer.


