Mold Preparation
Molds are cleaned and examined, and any contaminants from previous casts are removed from the mold. Refractory coatings applied to the mold surface prevent the metal from sticking, and prolong its life.
The next step is preheating the mold to a temperature that avoids thermal shock when the metal contacts the surface and improves the flow characteristics. You will check mold alignment before rotation begins.
Misalignment produces variations in wall thickness and mistakes in dimensions. This misalignment will be corrected in the spindle of the centrifugal machine. Then check that all the clamps and other fixtures are holding firm, as vibration causes casting defects.
Metal Melting and Pouring
The temperature of melting metals must be monitored and controlled, as the metal should be kept above certain liquidus temperatures. Avoid superheating to prevent gas absorption.
You will use induction furnaces, again depending on your volume. You will measure melt chemistry with spectrometers, and adjust alloy chemistry where necessary, before pouring. Degas the molten metal for removal of dissolved hydrogen and nitrogen then transfer the melt into a pouring ladle.
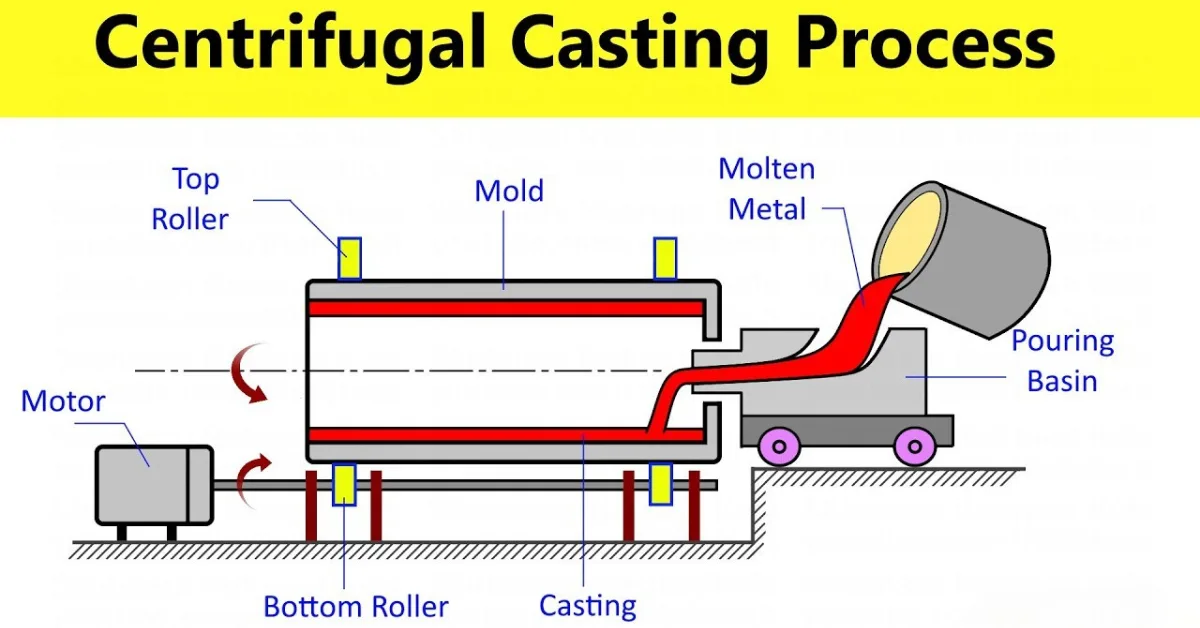
Pre-rotate the mold before pouring the molten metal first. The focus should be on steady state speed. The metal is then poured through a series of troughs at a controlled rate. Rapid pouring causes turbulence and oxide entrapment.
Slow pouring results in premature solidification. Therefore, maintain consistent flow throughout filling. Some operations use automated pouring systems for repeatability.
Solidification Under Rotation
Solidification happens while the mold continues rotating at controlled speed. Centrifugal force maintains metal contact with the mold wall. As a result, directional solidification progresses from the outer surface inward. This creates a fine grained outer layer with superior properties.
You will continue rotation until complete solidification finishes. Moreover, premature stopping causes sagging and distortion. The cooling rate influences grain structure development. In addition, faster cooling produces finer grains and higher strength. However, excessive cooling rates introduce residual stresses. Balance cooling time against production requirements and metallurgical targets.
Post-Casting Operations
Post casting operations begin after the part reaches handling temperature. First, remove the casting from the mold carefully. Then, separate any expendable mold materials. Next, trim excess metal from the casting ends using cutting tools. Machine the inner diameter to remove slag and impurity layers.
This step improves surface finish and dimensional accuracy. Afterwards, perform heat treatment if the alloy requires it. Heat treatment relieves residual stresses and optimizes mechanical properties.
Inspect dimensions using coordinate measuring machines. Then, you will check for surface defects through visual examination and non destructive testing. Finally, apply surface treatments such as machining, grinding, and coating.